1.1 Sejarah pengecoran
Pengecoran
adalah proses pembentukan logam dengan jalan mencairkan, menuangkan logam cair
ke dalam cetakan dengan dibiarkan membeku. Awal penggunaan logam ketika orang
membuat perhiasan dari emas, perak tempaan, kemudian membuat senjata, mata
bajak dengan menempa tembaga. Coran dibuat dari logam yang dicairkan, dituang
ke dalam cetakan, kemudian dibiarkan mendingin dan membeku.
Tahun
3000 SM :
Pengecoran
perunggu pertama dilakukan di Mesopotamia, diteruskan ke Asia Tengah , India
Tahun
1500-1400 SM :
Barang-barang
seperti bajak, pedang, mata tombak, perhiasan, tangki dan perhiasan makam
dibuat di Spanyol, Swis, Jerman , Austria , Norwegia ,
Denmark
Tahun
800-700 SM :
Di
Cina ditemukan cara membuat coran dari besi kasar yang mempunyai titik cair
rendah dan mengandung fosfor tinggi dengan menggunakan tanur beralas datar.
Tahun
1400 (abad 14) :
Di
Jerman dan Italia mengembangkan tanur beralas datar yang primitip menjadi tanur
tiup berbentuk silinder, dimana pencairan dilakukan dengan jalan meletakkan
bijih besi dan arang batu berselang seling. Produk yang dihaslikan : meriam,
peluru meriam, tungku, pipa, dll.
Tahun 1800
(abad 18) :
Di Inggris
kokas ditemukan, kemudian dibuat tanur mirip kupola.
Tahun
1900 (abad 19) :
H.
Bessemer atau W. Siemens berusaha membuat baja dari besi kasar, dan pada
pertengahan abad ini coran baja diproduksi. Sedang aluminimum dibuat pada akhir
abad 19.
Untuk
membuat coran, harus dilakukan proses-proses : mencairkan logam, membuat
cetakan, menuang, membongkar, dan membersihkan logam (lihat gambar 1.1). Sebelum peleburan perencanaan muatan agar
komposisi kimia besi cor dapat didekati, sehingga bila terjadi penyimpangan koreksi
dapat dilakukan dengan cepat. Untuk contoh merencanakan besi tuang kelabu FC 20
dari komposisi kimia dihitung harga CE (carbon
ekuivalen) atau Sc (karbon jenuh) yang kemudian harga ini dimasukkan ke
dalam rumus empiris untuk menentukan kekuatan tarik dan kekerasan. Apabila
mungkin tersedia CE meter sehingga kelas besi cor bias dideteksi dan unsure C,
Si bias terbaca. Rumus empirisnya :
Kekuatan
tarik 30 =
102 - 82,5
Sc
Kekerasan
= 100 +
4,3 30
Peleburan
(Melting)
Untuk
mencairkan logam bermacam-macam tanur dipakai. Umumnya kupola, tanur induksi
frekuensi rendah digunakan untuk besi cor, tanur busur listrik atau tanur
induksi frekuensi tinggi dipergunakan untuk baja coran, tanur krus untuk paduan
tembaga atau coran paduan ringan, tanur-tanur tersebut dapat memberikan logam
cair yang baik dan sangat ekonomis. Besi cor kualitas tinggi dibuat pada tungku
induksi listrik, yang memungkinkan koreksi komposisi unsur-unsur dengan tepat
dan cepat, selain itu juga mudah menaikkan temperature besi cor lebih tinggi
dari temperature keseimbangan reduksi C dan Si. Pemanasan lanjut cairan akan
memperbaiki kondisi pembentukan inti-inti besi cair pada proses pembekuan,
sebagai akibat efek pemurnian yang terjadi. Temperatur dan waktu merupakan
variable proses peleburan, karena pengurangan unsur-unsur akibat reaksi
oksidasi. Efek pengadukan pada tungku induksi listrik dapat mempercepat
homogenisasi komposisi.
Cetakan
(Mould)
Cetakan
biasanya dibuat dengan jalan memadatkan pasir. Pasir yang dipakai kadang-kadang
pasir alam atau pasir buatan yang mengandung lempung. Kadang-kadang dicampurkan
pengikat khusus, misalnya air kaca, semen resin furan, resin fenol atau minyak
pengering, karena penggunaan zat-zat tersebut memperkuat cetakan atau
mempermudah operasi pembuatan cetakan.
Penuangan
(Pouring)
Temperatur
penuangan diusahakan serendah mungkin sedangkan waktu pengisisan secepat
mungkin, adalah dua fakto yang menjadi masalah dalam penuangan. Waktu penuangan
dapat dihitung dari besar nodul benda cor. Pada umumnya logam cair dituang (pouring) dengan pengaruh gaya
Pengecoran cetak adalah suatu pengecoran dimana logam
cair ditekan ke dalam cetakan logam dengan tekanan tinggi, biasanya digunakan
pada coran tipis.
Pengecoran tekanan
rendah adalah suatu
pengecoran dimana diberikan tekanan yang sedikit lebih tinggi dari tekanan
atmosfir pada permukaan logam dalam tanur, tekanan ini mengakibatkan
mengalirnya logam cair ke atas melalui pipa ke dalam cetakan.
Pengecoran sentrifugal adalah suatu pengecoran dimana
cetakan diputar dan logam cair dituangkan ke dalamnya, sehingga logam cair tertekan
oleh gaya
Setelah
penuangan (pouring), coran
dikeluarkan dari cetakan (shake out)
dan dibersihkan, bagian-bagian yang tidak perlu dibuang. Kemudian coran
dilakukan penyelesaikan akhir dan dibersihkan (shot blasting) agar memberikan rupa yang baik.
Pemeriksaan
secara visual dilakukan untuk melihat cacat yang terjadi dari luar coran,
kemudian dilakukan pemeriksaan dimensi. Untuk melakukan pemeriksaan bagian
dalam dilakukan dengan misalnya pengujian getaran supersonic, radiografi, dan
x-ray

Gambar 1.1 Diagram Proses Pengecoran Logam
Beberapa
kelebihan proses pengecoran dibandingkan dengan proses pembentukan logam yang
lain :
Tabel
1.1 Kelebihan Proses Pengecoran
No
|
Kelebihan
|
Keterangan
|
1
|
Desain :
-
Ukuran
-
Kompleksitas
-
Pengurangan berat
-
Produksi prototype
-
Serbaguna
|
berat
sampai 200 ton dan diameter terkecil 0,5 mm
benda
rumit yang sulit dengan proses pembentukan yang lain.
jika
dibandingkan dengan proses pembentukan yang lain
cocok
untuk pengembangan model baru.
dapat
dibuat sesuai kebutuhan baik bentuk maupun kekuatan
|
2
|
Proses :
-
Biaya rendah
-
Dimensi akurat
-
Mampu tukar
|
lebih
murah disbanding proses pembentukan yang lain.
toleransi
± 0,1mm (proses,bentuk & size), kekasaran 5-50m
mampu
diproses sesuai dengan kebutuhan.
|
3
|
Metalurgi :
-
Struktur serabut
-
Ukuran butir
-
Berat jenis
|
tergantung
proses pembekuan
struktur
butir coran tidak banyak berubah dari bentuk awal
berat
jenis tetap
|
1.3
Penggunaan Coran
Tabel
1.2 Sifat-sifat dan Bahan Coran
Sifat-sifat Yang Diminta
|
Bahan Coran
|
|
Kekuatan
|
Baja
cor, Besi cor mutu tinggi, Besi cor bergrafit bulat, Besi cor mampu tempa
|
|
Tahan
banting / Keuletan
|
Baja cor, Besi cor bergrafit bulat, Besi
cor mampu tempa
|
|
Mudah
dibuat
|
Besi
cor kelabu, coran brons, coran paduan Aluminium
(Al-Si-Cu,
Al-Si-Mg)
|
|
Ringan
|
Coran
paduan aluminium, coran paduan magnesium
|
|
Baik
sekali dalam konduktivitas termal dan listrik
|
Coran
tembaga murni
|
|
Tahan
Aus
|
Coran
Ni-Cr, Baja cor mangan tinggi, Besi cor bergrafit bulat, Besi cor mutu
tinggi, Coran paduan tembaga
|
|
Tahan
korosi :
|
Air
segar dan air asin
|
Coran
paduan tembaga
|
Asam
Nitrat
|
Coran
baja tahan karat, Besi cor khrom tinggi, Besi cor silikon tinggi.
|
|
Asam
Khlorida
|
Hasteloy,
Coran paduan tembaga
|
|
Asam
Sulfat
|
Besi
cor silikon tinggi, Coran paduan tembaga (kecuali kuningan), Baja cor tahan
asam, Besi cor Ni-resis
|
|
Oksida
dan temperatur tinggi
|
Besi
cor khrom tinggi, Baja cor Cr-Ni tinggi, Baja tahan karat.
|
|
Alkali
|
Baja
cor karbon rendah, Coran paduan tembaga, Baja cor tahan karat, Besi cor
kelabu
|
|
Tahan
panas :
|
1000
– 1200oC
|
Baja
cor tahan panas
|
700
- 800oC
|
Baja
cor tahan karat, Baja cor aluminium, Besi cor khrom tinggi, Besi cor Ni-Cr.
|
|
500
- 600oC
|
Baja
cor paduan rendah, Besi cor paduan rendah
|
|
400oC
|
Baja
cor karbon, Baja cor mangan tinggi
|
|
350oC
|
Besi
cor mutu tinggi, Besi cor bergrafit bulat, Besi cor mampu tempa
|
|
250
- 300oC
|
Besi
cor kelabu, Coran paduan tembaga
|
|
200
- 250oC
|
Coran
paduan tembaga
|
|
100
- 200oC
|
Coran
paduan aluminium
|
|
Tahan
temperature rendah :
|
Di
atas 25oC
|
Besi
cor kelabu
|
46oC
|
Baja
cor karbon rendah
|
|
73oC
|
Baja
cor 2,5% Ni
|
|
100oC
|
Baja
cor 3,5 % Ni
|
|
196oC
|
Baja
cor 18 Cr-8 Ni, Coran brons
|
|
Tabel
1.3 Penggunaan Bahan Coran
Bahan
|
Contoh
penggunaan
|
Besi
cor kelabu (termasuk besi cor mutu tinggi)
|
Bagian-bagian
mobil (silinder block, tutup silinder, rumah engkol, selubung silinder, roda
daya, tromol rem, dll)
Mesin
perkakas (bed, meja, pegangan)
Mesin
hidrolis (pompa, turbin, rumah-rumah, pengalir)
Mesin
serut, mesin cetak
Mesin
listrik (rangka motor, rumah-rumah motor)
Pipa
air besi cor, bagian-bagian mesin (roda gigi, kopling, roda ban)
|
Besi
cor mampu tempa
|
Bagian-bagian
mobil (pelat rangka, roda ban, poros engkol, selubung silinder, lengan ayun,
poros, rumah-rumah kopling).
Bagian-bagian
mesin (sambungan pipa, katup)
|
Besi
cor bergrafit bulat
|
Bagian-bagian
mobil (poros engkol, dll), alat-alat pembuat baja (rol, kotak ingot), pipa
air besi cor, bagian-bagian mesin (yang memerlukan keuletan lebih dari besi
cor kelabu)
|
Baja
cor karbon dan paduan
|
Bagian-bagian
mesin (yang memerlukan tahan lama).
Bagian-bagian
kendaraan kereta api (rangka, kopling),
Mesin-mesin
pemindah tanah (rante, rumah rem),
Mesin-mesin
hidrolis (pengalir turbin air, rumah-rumah pompa).
Alat-alat
pembuat baja (rol, dudukan rol), bagian-bagian kapal (rangka buritan,
rumah-rumah turbin, lengan engkol), mesin-mesin pertambangan (mesin kasut,
penggali keruk).
|
Coran
paduan tembaga
|
Bagian-bagian
mesin (bantalan, rumah katup, bus), mesin-mesin hidrolis (pompa, penyambung).
Bagian-bagian
kapal (baling-baling, pompa, dll).
|
Coran
paduan ringan
|
Bagian-bagian
mobil (rumah transmisi, blok silinder, tutup silinder, saluran isap). Pompa,
rangka kamera, rangka meteran, tutup.
|
1.4
Perlakuan Panas (Heat
Treatment)
Dalam
pemakaian coran ada dua hal, pertama coran diapakai langsung, kedua dipakai
setelah mendapat perlakuan panas (heat
treatment). Perlakuan panas adalah proses untuk memperbaiki sifat-sifat
dari logam dengan jalan memanaskan coran sampai temperature yang cocok
dibiarkan beberapa waktu pada temperature itu, kemudian didinginkan ke
temperature yang lebih rendah dengan kecepatan yang sesuai. Perlakuan panas
yang dilakukan pada coran adalah :
Pelunakan (annealing)
Besi
cor sering dipakai langsung setelah di cor, tetapi pada pemakaiannya perlu
menghindari deformasi yang kecil atau kalau terlalu keras, maka perlu
pelunakan. Deformasi disebabkan oleh adanya tegangan sisa dalam besi cor,
sehingga perlakuan panas dapat menghilangkan tegangan sisa tersebut. Ketentuan
dalam proses pelunakan sebagai berikut :
Temperatur
pelunakan : 450 – 550 oC
Laju
pemanasan : 90 oC
Waktu
pelunakan : (1-2) x t/25 jam
: t
= tebal dalam mm
Laju
pendinginan : 40 oC / jam

Gambar 1.2 : Siklus Pelunakan
Pengerasan dan
Penemperan (hardening & tempering)
Pengerasan
dan penemperan besi cor terutama dilakukan pada besi cor kelas tinggi yang
mempunyai kekuatan tinggi. Perlakuan panas ini dapat memperbaiki ketahanan aus
sehingga biasa dilakukan untuk bagian-bagian yang permukaannya bergesekan.
Proses ini menggunakan temperature pengerasan kira-kira 800 oC dan
mempergunakan minyak pencelup untuk mencegah keretakan. Apabila ada kemungkinan
retak, maka lebih baik besi cor dipanaskan mula sampai temperature antara 400
-500 oC sebelum dikeraskan. Penemperan dilakukan dengan jalan
memanaskan kembali besi cor pada temperature antara 400 – 500 oC
langsung dikeraskan.
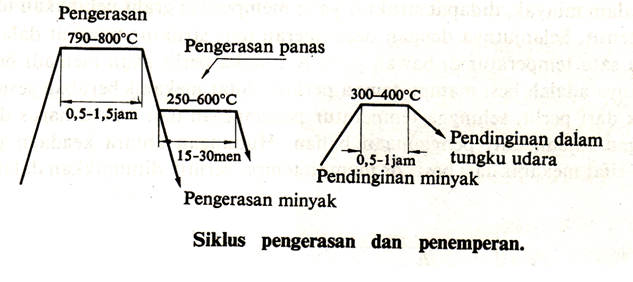
Gambar 1.3 : Siklus Pengerasan dan Penemperan









0 komentar:
Posting Komentar